THE PROBLEM
Wind turbine gearboxes operate under relentless cyclic loading — and when a pinion shaft wears beyond its service limits, it needs to be replaced quickly. The challenge facing this customer was a common but difficult one: the original part had been in service for years, there were no drawings available, and no manufacturer specification to work from.
What they had was the worn shaft itself. That was all. For most suppliers, the absence of drawings and specifications makes a job like this impossible to quote, let alone manufacture. The customer needed a partner with both the engineering capability to reverse engineer the component from physical measurement and the machining capacity to produce a finished replacement — a 29-tooth, 6-module helical pinion shaft, case hardened and ground to DIN Quality 4 accuracy — within a commercially viable timeframe.
"No drawings, no specification — just a worn component and a turbine that needed to get back to generating. The question was whether anyone could turn that into a finished, ground pinion shaft in eight weeks."
THE SOLUTION
Lamond & Murray DEXIS began by reverse engineering the worn sample — physically measuring all critical dimensions, tooth geometry, thread forms, and keyway details to reconstruct a full specification from which the replacement shaft could be manufactured. This alone requires experienced engineers who understand wear patterns and know how to extrapolate original dimensions from a component that has been in service.
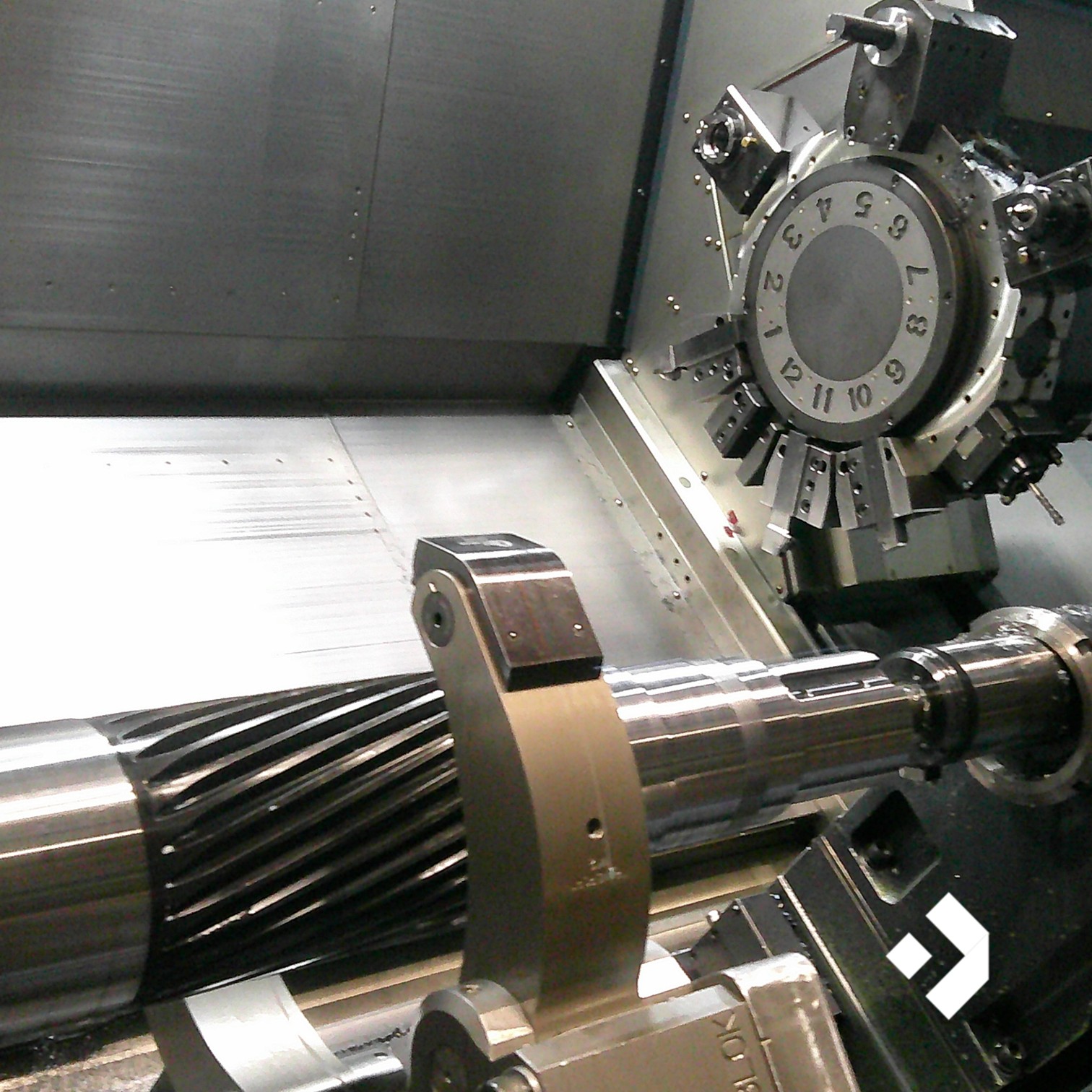
With the specification established, the entire manufacturing process was executed across three specialist machines in-house, covering every operation from rough turning to final gear grinding.
Worn Sample Measurement & Specification Reconstruction:
Full dimensional survey of the worn shaft to determine original geometry — tooth profile, keyway, thread form, and shaft diameters — prior to any machining.
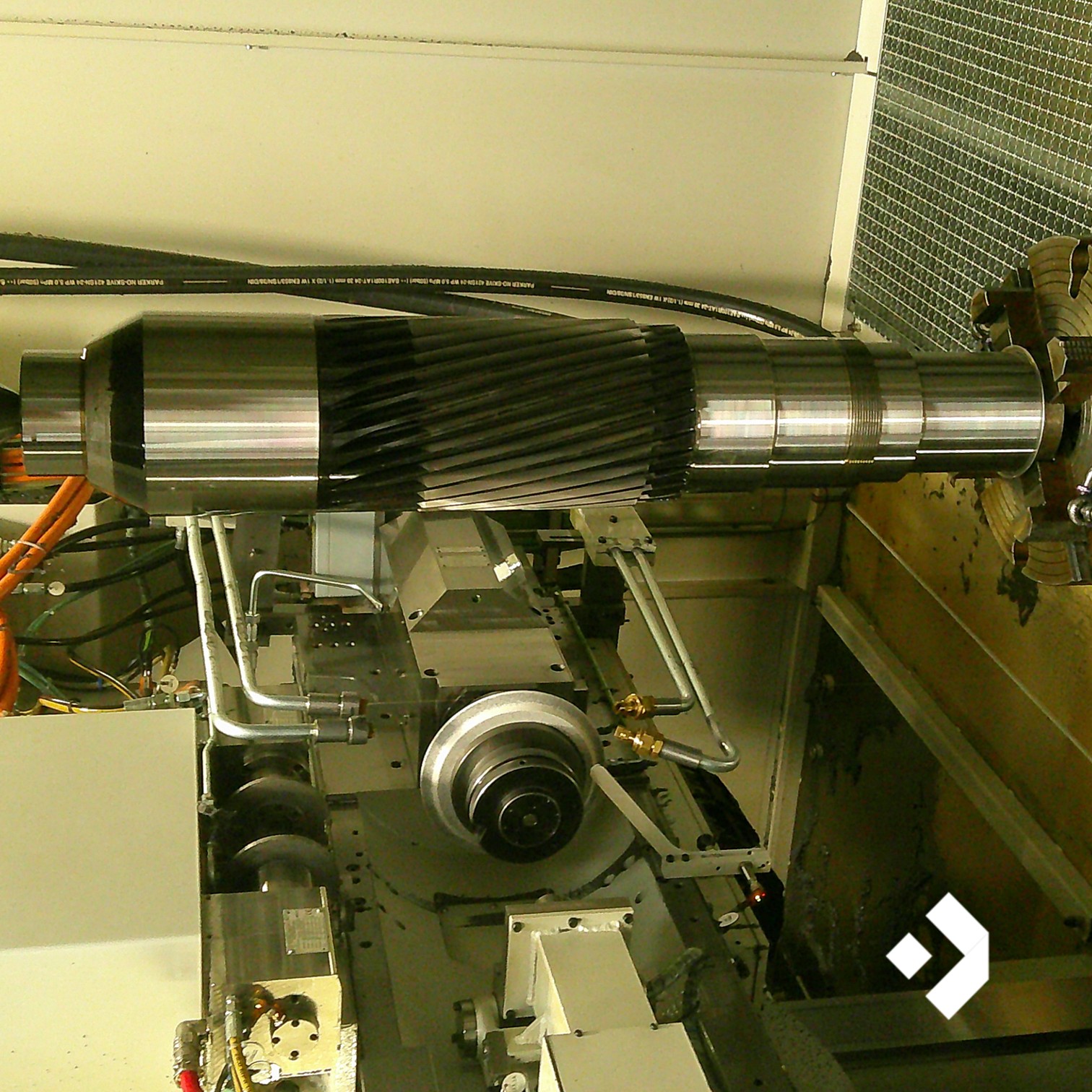
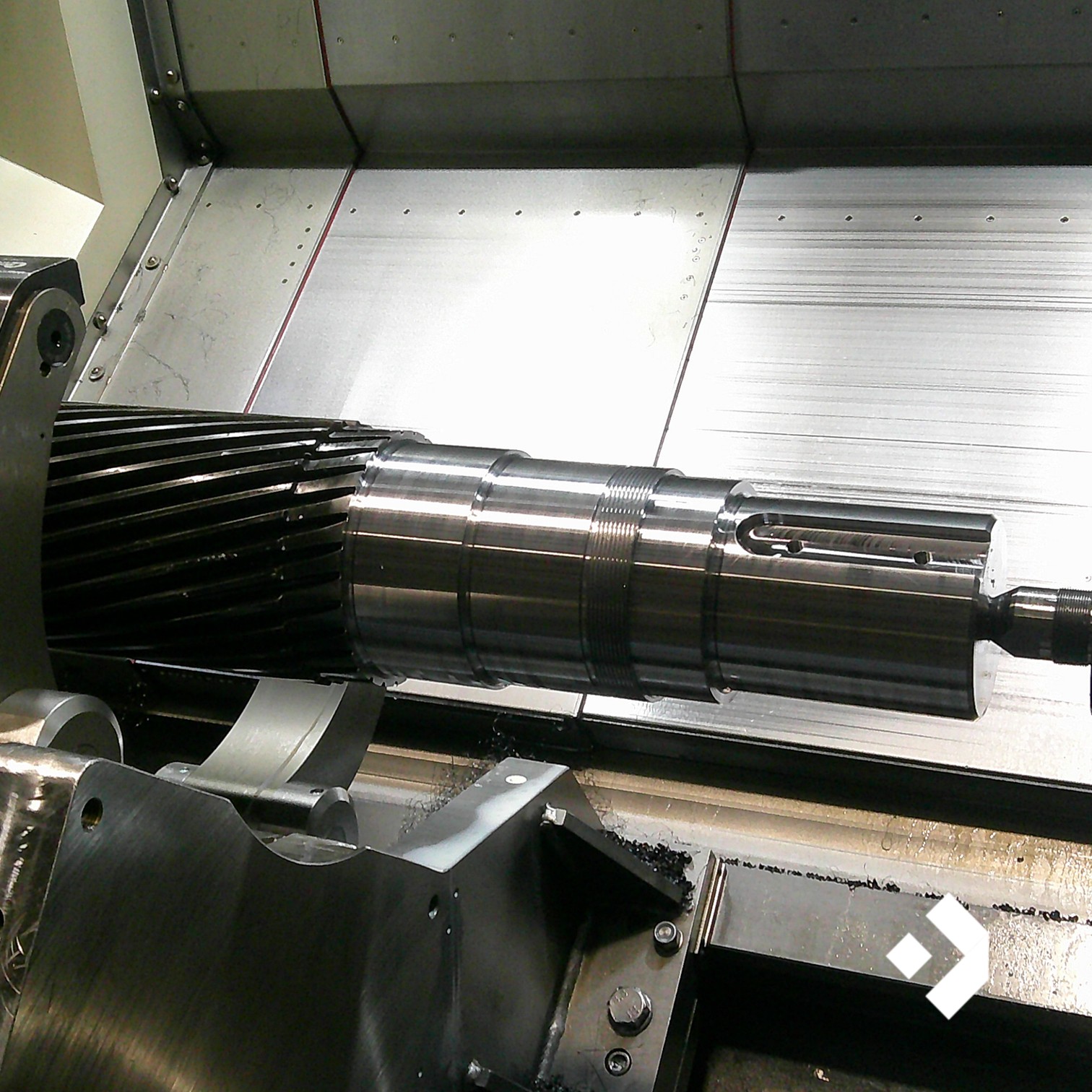
Prep / Rough Turn / Finish Turn · Mill Keyway · Drill & Tap Thread:
All turning, keyway milling, and thread operations completed on a single versatile machine — reducing setup time, handling risk, and maintaining concentricity throughout.
Gear Cut — 29T 6MOD Helical with Hob Washout Both Ends:
Helical gear form hobbed to specification with washout at both ends of the gear face, ensuring clean runout and correct geometry pre-hardening.
Gear Grind — Case Hardened Shaft to DIN Quality / Accuracy 4:
Post-hardening profile grinding to DIN Quality 4 — one of the highest accuracy standards for gear manufacture — producing a finished shaft ready for assembly in the wind turbine gearbox.
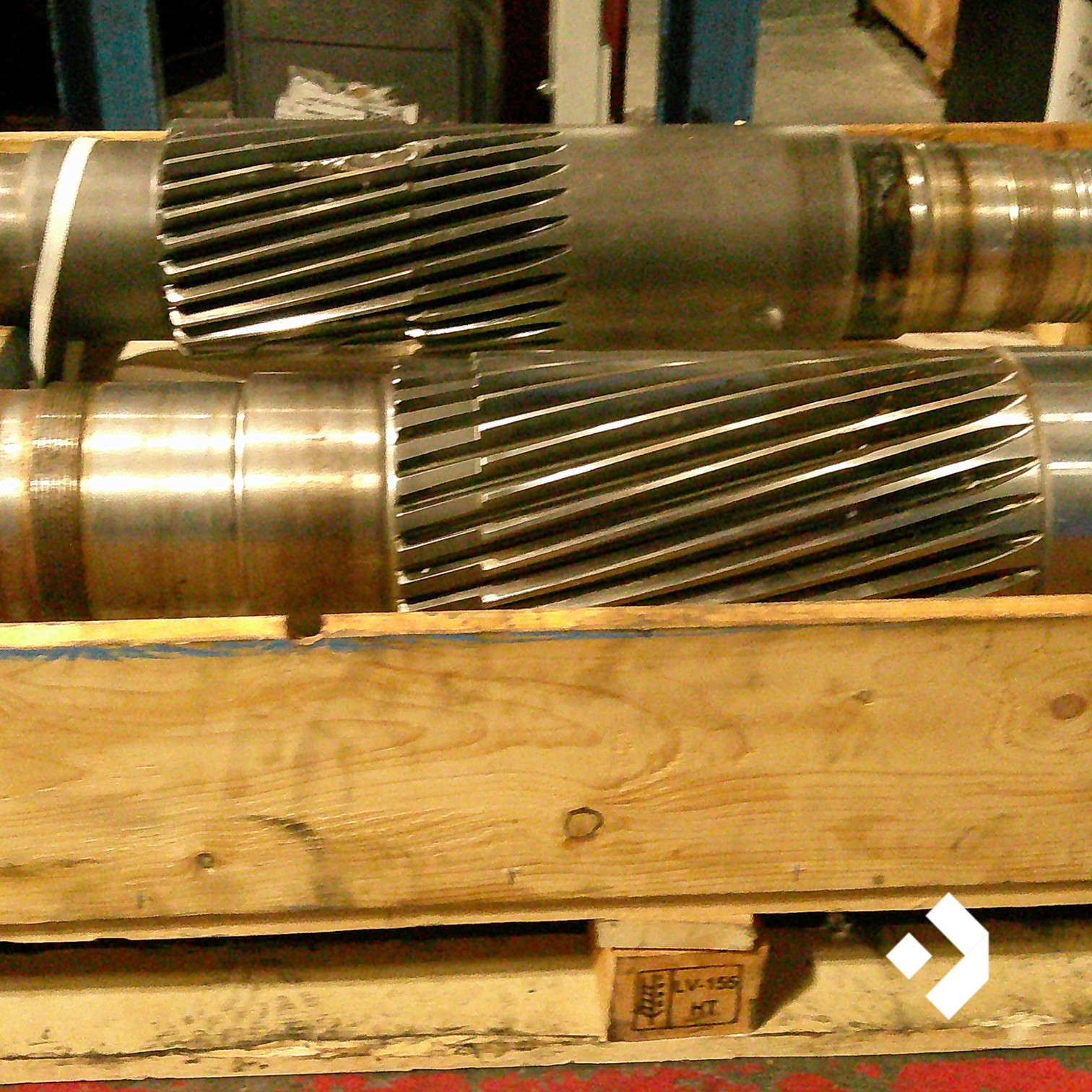
THE RESULT
The finished helical pinion shaft was delivered within the agreed eight-week lead time — reverse engineered, fully machined, case hardened, and ground to DIN Quality 4 accuracy. The replacement component fitted correctly, met the gearbox assembly requirements, and returned the wind turbine to service.
The customer was a returning client, having worked with Lamond & Murray DEXIS previously and been satisfied with both the quality and service they received. This project reinforced that confidence — demonstrating that the team could handle not just straightforward repeat manufacture, but the added complexity of starting entirely from a worn physical sample with no documentation to rely on.
WHY LAMOND & MURRAY DEXIS
This was a returning customer — and price and lead time were again part of why they came back. But the real differentiator on this project was capability: the ability to take a worn, undocumented component and turn it into a precision-ground replacement part without any of the usual documentation to work from.