Industry: Oil & Gas
Project Duration: 10 Weeks
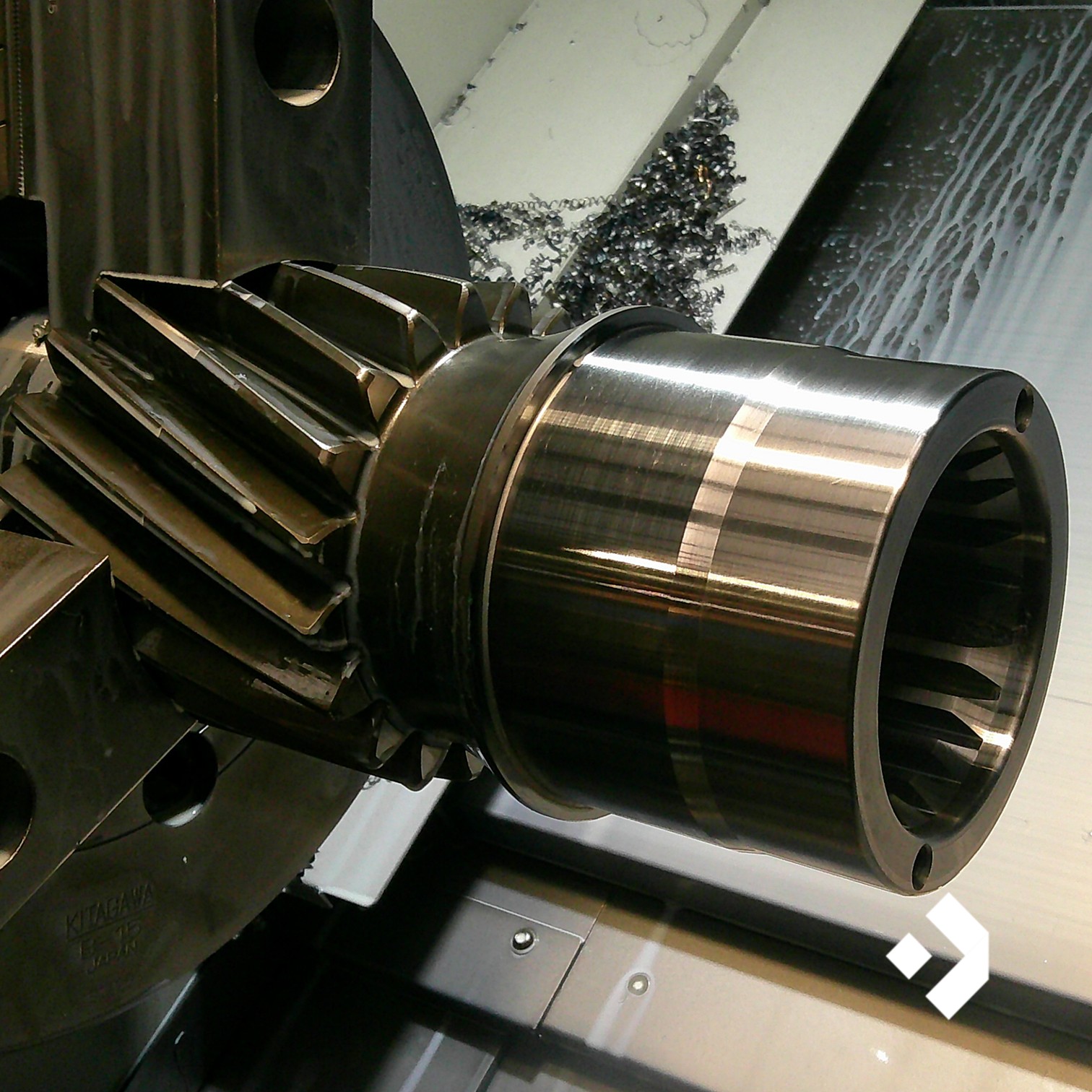
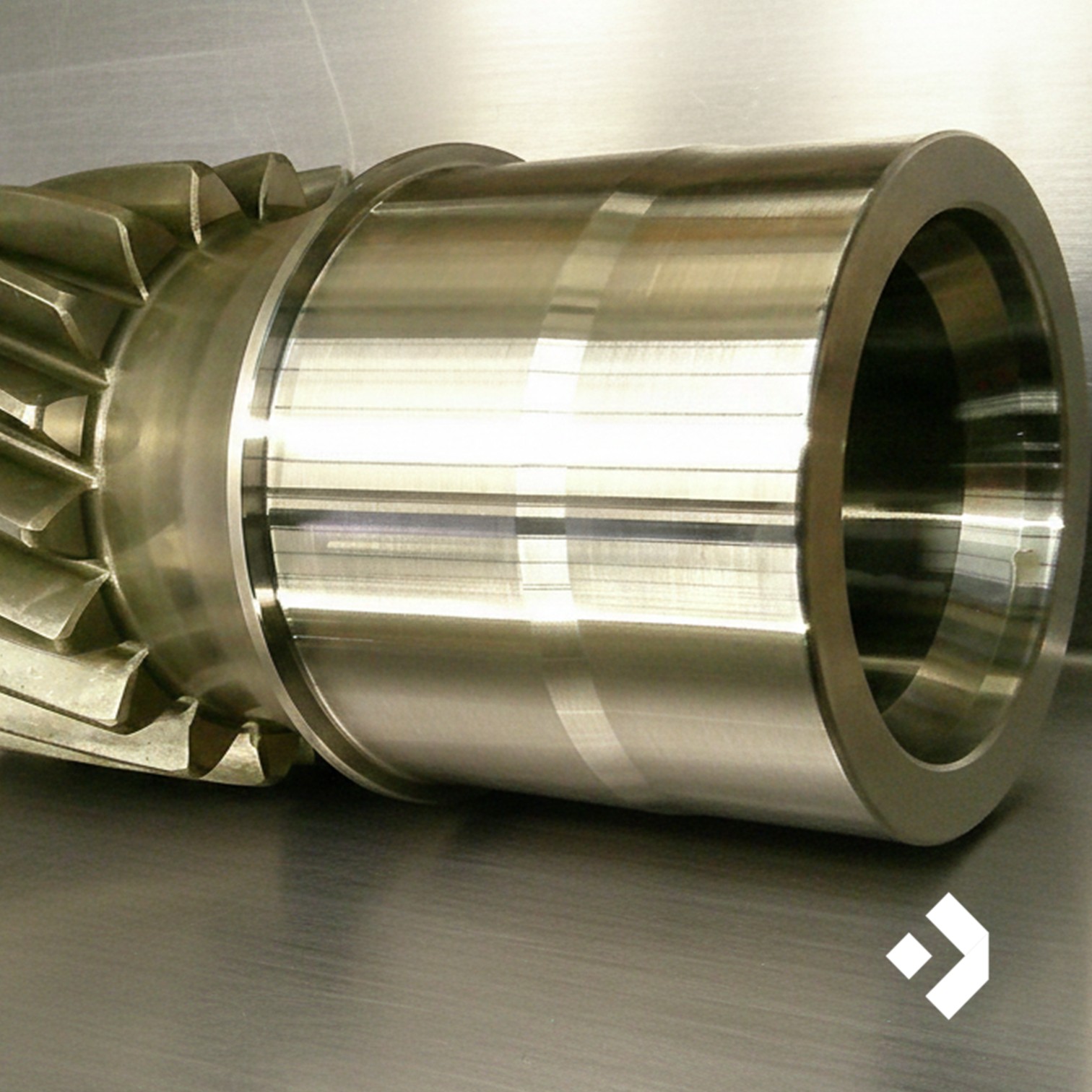
Component: First Stage Helical Pinion – Top Drive Gearbox
PROJECT OVERVIEW
Lamond & Murray DEXIS was selected by a returning customer in the oil & gas sector to manufacture a first stage helical pinion for a top drive gearbox. With the part operating in a high-load, high-precision environment, the job demanded tight tolerances, hardened surface finishes, and flawless gear geometry—delivered within a 10-week lead time.
THE CHALLENGE
The component required:
– Finish turning to extremely tight tolerances (0.0009”)
– Machining of a tapered thread
– 19-tooth, 6MOD helical gear ground to AGMA Grade 6 quality after case hardening
With hardened surfaces and high-accuracy dimensional requirements, the job left no margin for error. requiring advanced capability in hard turning and gear grinding.
THE SOLUTION
LAMOND & MURRAY DEXIS completed the project entirely in-house:
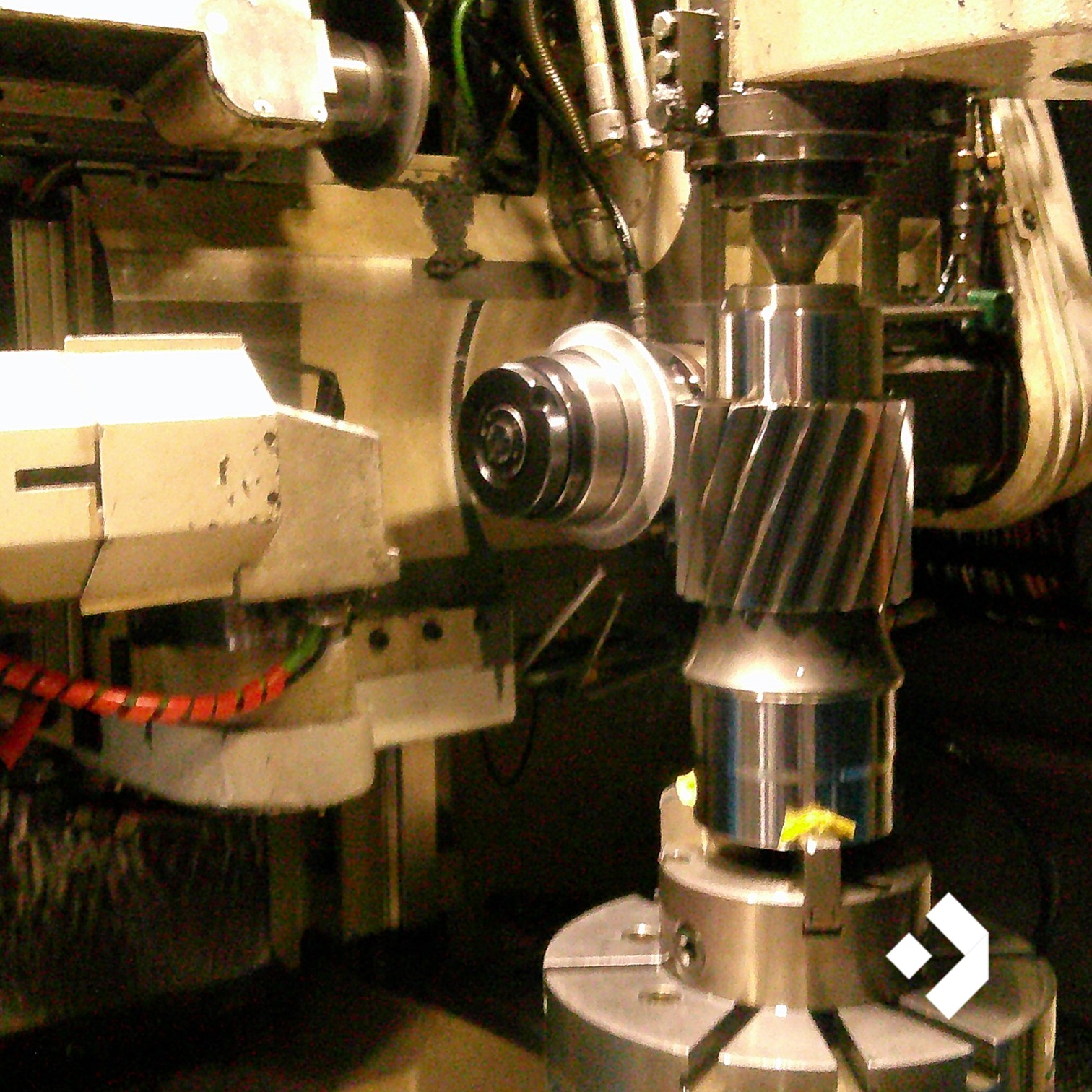
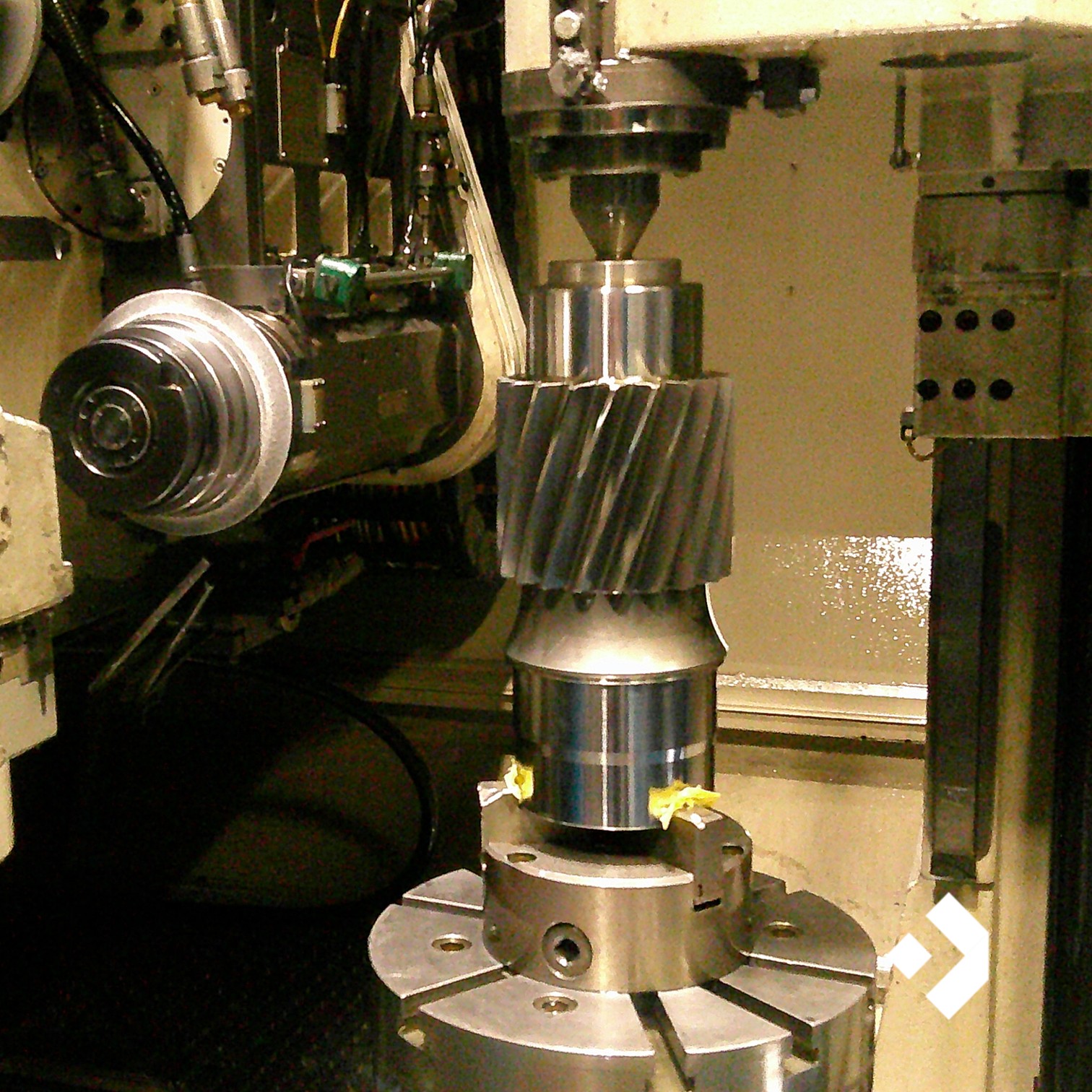
– The pinion blank was finish turned post heat-treatment, including the tapered thread and ultra-tight tolerance features—all completed to a 0.4RA surface finish
– The gear teeth were ground to final spec using precision equipment, ensuring compliance with AGMA Grade 6 quality standards
– Every stage was subject to inspection and process control to maintain dimensional accuracy and performance reliability
WHAT MADE THIS PROJECT STAND OUT
This project showcased our specialist ability to:
– Hard turn to high surface finish standards after case hardening
– Cut tapered threads to tight tolerances
– Deliver precision-ground gears that meet strict industry specifications
These combined capabilities are rare in the gear manufacturing sector, making Lamond & Murray a trusted partner for demanding applications.
THE RESULT
The pinion was delivered on time and to full customer specification, with performance-ready surface finishes and dimensional tolerances. The customer has since placed repeat orders, reflecting their satisfaction with our quality, capability, and competitive lead times.